Wer wünscht sich denn nicht, in die Zukunft blicken zu können? Neben den Aktienhändlern haben auch Maschinenhersteller und Betreiber ein Interesse an Vorhersagen, an vorrausschauender Wartung. Ein Maschinenschaden während der Hochsaison (Bergbahn) oder nach Beschicken eines Silos (Zementwerk) zieht Kosten und Verluste nach sich. Bild 1 zeigt einen Trend für einen Innenlagerschalendefekt, wie man ihn erwartet aber nur fallweise sieht. Die Linie «M» markiert einen Maschinenstillstand, wegen einer Reparatur an einem anderen Teil.
Ohne Rohdaten kann man keine Vorhersagen machen
IoT (Internet of Things), Datenübertragung von der Maschine zum Server via Funk, wird oftmals für Predictive Maintenance, PM, angeboten. Dort werden dann keine Rohdaten, d.h. hochaufgelöste Vibrationsmesswerte, sondern Skalarwerte wie der Root-Mean-Square(RMS-) Wert versendet, weil die Batterielebensdauer sonst zu kurz ist. Doch können die sechs RMSWerte pro Stunde, wenn alle 10 min gemessen wird, zur gleichen Aussage führen wie ein Datensatz Rohdaten? In der Praxis fast nie!
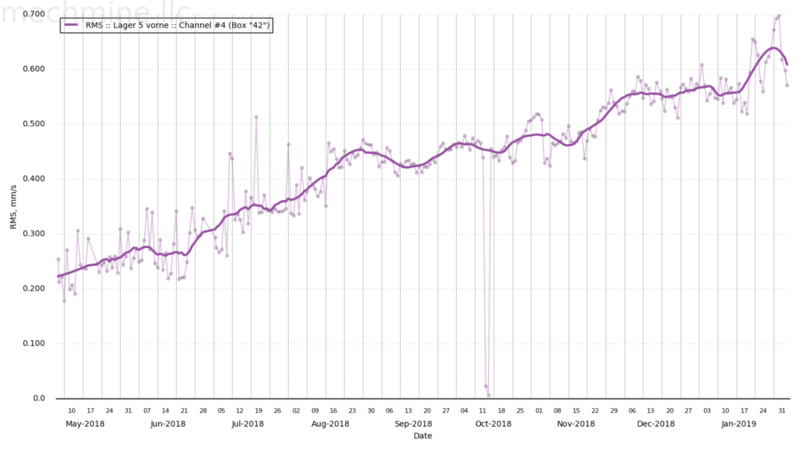
Der Grund liegt einerseits in der fehlenden Menge an repräsentativen RMS-Daten die einen Defekt beschreiben. Kunden wechseln die Lager vorzeitig, wenn sie einen Defekt vermuten. Andererseits haben die RMS-Messreihen weniger Informationsgehalt. Bild 2 zeigt den RMS-Trend der Schwinggeschwindigkeit eines Lagers, welches sich am Ende nicht mehr drehen lies, der aber mit maximal 0,7 mm/s noch weit unter dem ersten Schwellwert gemäss ISO 10816 lag. Ohne Rohdaten kann man in diesem Fall den wahren Lagerzustand weder beurteilen noch eine Vorhersage machen.
Um einen Trend, wie in Bild 1 gezeigt, zu erhalten, müssen verschiedene Faktoren stimmen. Weil Rohdaten für PM dafür essentiell sind sollte man sicherstellen, dass die gemessenen Daten der Sensoren der Sache auch dienlich sind.
Sensorik muss hohe Dynamik besitzen
Heute werden gerne MEMS-basierte Sensoren (Micro-Electro-Mechanical-Systems) eingesetzt, weil die Mikrochips billig sind und das Sensorgehäuse äusserst klein ausgeführt werden kann. Da bei PM die Fähigkeit des Vorausschauens essentiell ist, ist eine hohe Dynamik der Sensorik gefordert. Bei einem Radargerät oder Smartphone wünscht man sich ja auch eine hohe Empfängerempfindlichkeit.
Bei der Digitalisierung von Vibrationssensorsignalen muss deren Signal-zu-RauschVerhältnis (SNR) berücksichtigt werden, und maschinenseitig, was die notwendigen Frequenz-, Temperatur- und Messbereiche sind und welcher Spitzenwert zu erwarten ist. Die Tabelle zeigt eine Gegenüberstellung von vier Sensoren, welche in der Maschinenüberwachung Verwendung finden.
Messtechnik ist Kompromiss zwischen Empfindlichkeit und Bandbreite
Offensichtlich ist ein 16-Bit-Wandler für Piezosensoren nicht empfehlenswert, auch wenn er günstiger erscheint. Obwohl die MEMS-Chips billig sind, werden die MEMS in einem Stahlgehäuse üblicherweise nicht günstiger angeboten. Hinzu kommen noch Netzteil- und Kabelkosten, da sie typ. mit rippelarmen 7 bis 12 VDC gespiesen werden sollten, aber 24 V im Automationsbereich gängig ist. Ein möglicher Vorteil von MEMS ist, dass sie für sehr langsam drehende Wellen geeignet erscheinen. Aber hier gehen die Expertenmeinungen auseinander, und reine Weg- oder Schwinggeschwindigkeitssensoren werden dafür auch Beschleunigungssensoren vorgezogen.
Bei sehr langsam drehenden Wellen sind die Schwingungsenergien tiefer und deshalb wird die Schwinggeschwindigkeit gemessen. Die Messtechnik ist ein Kompromiss zwischen Empfindlichkeit und Messbandbreite. Die MEMS haben noch eine schlechtere Empfindlichkeit aber können gem. Datenblatt bis 0 Hz messen. Die Antriebswelle bei einer Seilbahn dreht z.B. mit 30 min–1, d.h. 0,5 Hz. Somit sollte der MEMS dem normalen Piezosensor überlegen sein.
Tauglichkeit der Beschleunigungssensoren untersuchen
Ist dem wirklich so? Wir untersuchen die Tauglichkeit von Beschleunigungssensoren, Piezo vs. MEMS, indem wir als Referenz die Unwucht-Grenzwerte gem. ISO 1940 beiziehen. Dies um Orientierungswerte, wie stark sich eine Welle bewegt in mm oder µm, zu erhalten. Wir verwenden die Auswuchtgütestufe G6.3 und G2.5 (mm/s) und berechnen die dazugehörige zulässige Exzentrizität ezul (mm) gemäss ezul = Gx.y / Ω für die Kreisfrequenz Ω (s–1). Aus diesen Werten lässt sich die Schwinggeschwindigkeit v (mm/s) und die Beschleunigung a (mm/s2) berechnen:
v = Ω ezul und a = Ω2 ezul Als weitere Vergleichswerte haben wir auch eine konstante Exzentrizität von 1 mm und 100 µm gewählt, deren Beschleunigung exponentiell ansteigt wegen Ω2. Aus den daraus resultierenden Beschleunigungswerten können wir sehen, ob und wann ein Beschleunigungssensor diese tiefen g-Werte messen kann. Dies ist der Fall, wenn die Beschleunigung a grösser als das Sensorrauschen ist.
Bild 3 zeigt für diverse Drehzahlen die verschiedenen zu erwartenden Beschleunigungswerte. Gemäss dieser theoretischen Analyse sind beide MEMS-Sensoren für diese tiefen Drehzahlen wegen ihrer beschränkten Empfindlichkeit ungeeignet.
Man kann noch tiefere Werte für den Weg erwarten
Aus der Praxis würden wir noch tiefere Werte für den Weg ezul erwarten, im Bereich von ein- bis zweistelligen µm. Aber aus der Tabelle in ISO 1940 liest man mitunter weit höhere Werte heraus, eben die max. zulässige Grenzwerte, wie beispielsweise:
■ ezul(G6.3, 30 min–1) = 2100 µm
■ ezul(G6.3, 100 min–1) = 600 µm
■ ezul(G2.5, 30 min–1) = 800 µm
■ ezul(G2.5, 100 min–1) = 240 µm
Deshalb haben wir auch noch die schwarzen g-Kurven zu Vergleichszwecken hinzugefügt, wo wir ezul konstant bei 1 mm und 100 µm halten. Die Kurven in Bild 3 für G6.3 und G2.5 sind linear, weil der Wert ezul drehzahlabhängig ist um den Wert von 6,3 bzw. 2,5 mm/s nicht zu überschreiten. Gemäss den Unterlagen eines MEMS-Chipherstellers, basiert deren ausgelegte Empfindlichkeit auf dem ISO-10816-Grenzwert von 1,12 mm/s bei
10 Hz (600 min–1). Dies ergibt einen Rauschwert von max. 7,1 mg und max. Messbereich von 25,3 g. Somit geht der Hersteller hier gar nicht davon aus, das Bauteil auch bei tieferen Drehzahlen einzusetzen. Um das Eigenrauschen des MEMS zu verringern, kann man gem. Angaben des Herstellers die Rauschbandbreite reduzieren, d.h. statt eines Bandpass- filters mit B = 1000 Hz, verwende man Filter mit B = 10 oder 100 Hz. Dies erhöht die Komplexität der Messelektronik, und könnte bei einem Piezosensor auch eingesetzt werden um dessen Empfindlichkeit zu verbessern. Wir verwenden deshalb Piezosensoren, welche bis 0,1 Hz spezifiziert sind und die hohe Sensitivität typischer Piezosensoren haben, vor allem im Bergbahn- und Windenergiebereich. Dies erlaubt uns schon frühzeitig Defekte zu erkennen.
Datenvorverarbeitung ist von essenzieller Bedeutung
Im Cloud-Server, wo die Sensordaten analysiert werden, u.a. mittels Fourier-Analyse, kann ein geübter Fachmann daraus viel über den Zustand einer Komponente, z.B. Wälzlager oder Getriebe, herausfinden. Diese Spektren können aber durch Störeinflüsse viele Formen annehmen, und man muss für alles gewappnet sein. Beispielsweise müssen verschmierte Spektren entzerrt werden um die Seitenbänder klar von anderen Signalen differenzieren zu können , siehe Bild 4. Dies ist von hoher Wichtigkeit für die Trendanalyse, weil man eine stete Linie erwartet, wie Bild 1 eindrücklich darstellt.
Zusammenfassung – man sollte Rohdaten verwenden
Defekte an Getrieben oder Lagern möchte man frühzeitig erkennen, um die Reparatur oder einen allfälligen Austausch planen und durchführen zu können. Wenn das Überwachungssystem einen Defekt erst messen kann, wenn er fühl- oder hörbar ist, dann steigt das Ausfallrisiko massiv an. Um die vorrausschauende oder zustandsgeführte Wartung nutzen zu können, um z.B. auch die Schmierintervalle zu optimieren, erachten wir es als essenziell, dass Rohdaten verwendet werden. Des Weiteren lässt sich dadurch die Falschalarmrate reduzieren und die Defektdetektion erhöhen. Dies bedingt natürlich, dass gute Sensorik und die dazu passende Elektronik zur Datendigitalisierung eingesetzt werden. Diese muss nicht kostspielig sein, wie wir bewiesen haben, sondern die Erwartungen an PM erfüllen.
Infoservice
Mechmine GmbH
Wiesen, 9478 Azmoos
Tel. 076 565 31 61
info@mechmine.com, www.mechmine.com